
Mniejsze przestoje i koszty turbiny parowej D-11
Opatentowany proces renowacji krawędzi natarcia łopatek tytanowych L-0 turbiny parowej D-11 dla dużej firmy użyteczności publicznej w południowo-wschodniej części USA.
- Cele
-
- Mniejsze koszty konserwacji
- Zmniejszenie wskaźnika awaryjności
- Zwiększenie produkcji pary
- Wydłużanie trwałości
- Sektory
-
- Generowanie energii
- Zasób
-
- Turbiny parowe
- Lokalizacja
- Południowy wschód, USA
ZOBACZ: Rzeczywiste wyniki turbiny parowej D11
Obejrzyj nasze studium przypadku w akcji
Przegląd projektu
Firma EthosEnergy przeprowadziła wymianę łopatek, wykorzystując opatentowany proces renowacji łopatek tytanowych, na łopatkach L-0 wirnika turbiny parowej GE D-11 (dwuprzepływowy LP, 300 MW) w elektrowni gazowo-parowej o mocy ponad 500 MW.
Prace ukończono w ciągu 27-dniowego okresu przestoju, 9 dni przed planowanym terminem, a zastosowanie procesu renowacji EthosEnergy pozwoliło obniżyć koszty o ponad 60% w porównaniu z wymianą na nowe łopatki, przywracając łopatkom ich pierwotny profil aerodynamiczny.

Wyzwanie
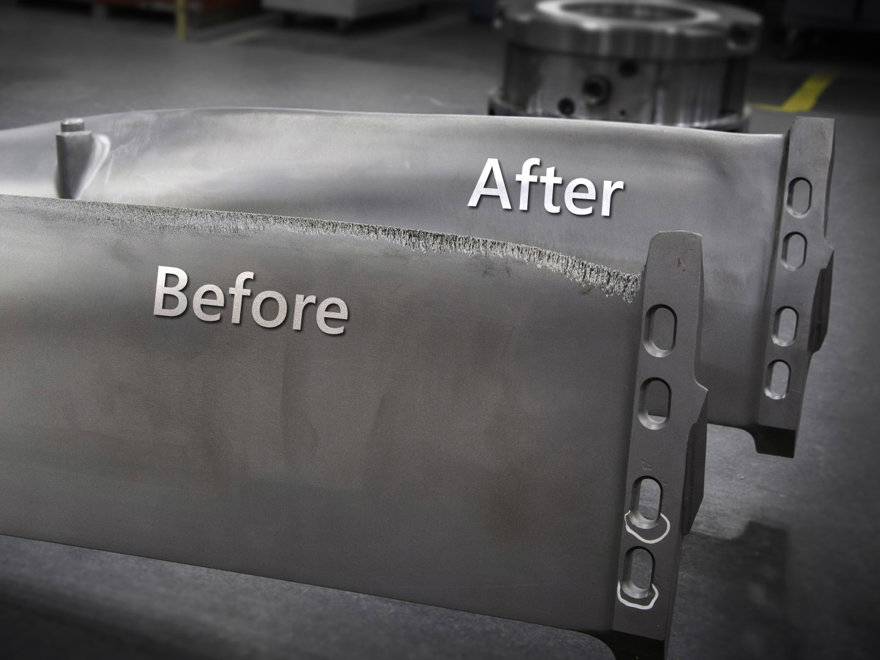
Wilgotne środowisko pary w ostatnich etapach pracy turbiny parowej kondensacyjnej D-11, w połączeniu z bardzo wysokimi prędkościami końcówek na długich łopatkach ostatniego etapu, prowadzi do uszkodzeń erozyjnych na krawędzi natarcia łopatek niskiego ciśnienia (LP). Erozja ta może prowadzić do pęknięć łopatek, co z kolei powoduje ich awarię, a w rezultacie katastrofalną awarię podczas pracy.
Podobnie jak wielu innych operatorów D-11, klient stanął przed wyzwaniem wysokich kosztów wymiany nowego ostrza i długich terminów realizacji (w większości przypadków 18-20 miesięcy) od producenta OEM. Tak długi czas realizacji wymaga bardziej starannego planowania, a czas wymiany ostrza może być trudny do oszacowania.
Rozwiązanie EthosEnergy
Renowacja łopatek tytanowych EthosEnergy zapewniła klientowi ekonomiczne rozwiązanie, które skróciło czas realizacji o ponad 60%, przywracając łopatkom ich oryginalny profil aerodynamiczny. Wydłużyło to żywotność łopatek i poprawiło działanie urządzenia.
Po zakończeniu procesu renowacji w ramach innego zlecenia, zespoły łopatkowe i produkcyjne EthosEnergy były w stanie skrócić umowny czas przestoju z 36 do 27 dni dzięki usprawnieniom w procesie wiercenia i rozwiercania kołków. Zespół był również w stanie zorganizować dozwolony transport, aby przyspieszyć wysyłkę wirnika z powrotem na miejsce trzy dni wcześniej, niż dostawca transportu klienta mógł uzyskać pozwolenia.
Oprócz renowacji krawędzi natarcia, zakres prac obejmował również naprawę podstawy czerpaków i korektę luźnych ostrzy L-1, które odkryto podczas inspekcji w warsztacie.
O naszym procesie odnawiania ostrzy tytanowych
Wilgotne środowisko pary wodnej w ostatnich stopniach pracy turbiny parowej kondensacyjnej (w tym turbin parowych D-11 i A-10), w połączeniu z bardzo dużymi prędkościami obrotowymi na długich łopatkach ostatniego stopnia, prowadzi do uszkodzeń erozyjnych na krawędzi natarcia łopatek niskiego ciśnienia (LP).
Nasz zespół doświadczonych inżynierów i rzemieślników opracował innowacyjny proces, który umożliwia regenerację 40-calowego ostrza tytanowego poprzez obróbkę erozji i przyspawanie wkładki tytanowej lub napawanie tytanu, w zależności od stopnia uszkodzenia erozyjnego.
Po zakończeniu procesu przeprowadzono pełną inspekcję w celu potwierdzenia integralności naprawy.
Dowiedz się więcej
-
Uszczelki SMART®
Dostosowane zaawansowane uszczelnienia zwiększające wydajność i dostępność turbiny, obniżające emisje i maksymalizujące Twoją inwestycję
-
Kompresory
Możemy dokonać inspekcji, naprawy, przeprowadzenia inżynierii wstecznej i ponownej budowy sprężarek odśrodkowych, osiowych i przekładniowych dowolnego producenta OEM.